


Put some clear and concise content in here. Keep your reader in mind. What are they trying to do? What are they hoping to learn? Why are they reading this? Help them out and use the tone and voice of your organization.
Global Pumps offers a wide range of sanitary and industrial lobe pumps suitable for fluid transfer, dosing and processing across multiple industries. These pumps are designed to meet strict hygiene standards while providing the strength and reliability required for continuous operation.
Our hygienic lobe pumps are manufactured using stainless steel casings and rotors, sanitary mechanical seals and smooth internal surfaces. This construction supports CIP (Clean-in-Place) processes and ensures compliance with food, beverage and pharmaceutical regulations.
Lobe pumps are ideal for handling:
Food-grade and sanitary lobe pumps are designed to safely transfer products without contamination or product degradation. Their non-contacting lobes gently move fluid through the pump chamber, preserving texture, structure and quality.
These stainless steel lobe pumps are commonly used in:
All sanitary lobe pumps supplied by Global Pumps are constructed from food-grade materials and engineered to meet industry hygiene standards.

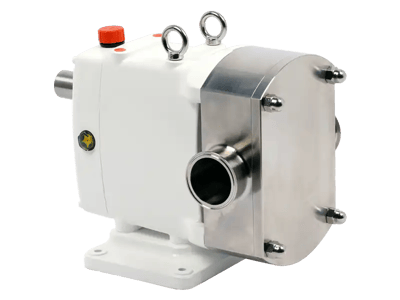
The ZW series rotary lobe pumps are designed for applications involving liquids with small soft solids, such as grape skins, seeds and stems. Featuring rubber heli-lobe rotors, these pumps provide gentle handling while preventing product damage and maintaining high efficiency. They are well suited to wine, juice, pomace and similar fluid transfer applications where product integrity is critical.

The ZL series rotary lobe pumps offer a highly versatile solution for hygienic pumping applications. With a wide range of rotor configurations and optional features, this series can be tailored to suit varying product characteristics and process requirements. This flexibility ensures efficient, reliable performance across a broad range of sanitary and food-grade applications.
If you need some guidance on how to select the right pump then you’re not alone! There’s such a wide range of pumps in Australia, from centrifugal pumps to hose pumps to diaphragm pumps. The options available to you can make it a difficult choice, so we’ve created this special guide to help step you through the process of selecting the ideal pump for your requirements.

Head Office
12 Selgar Avenue Tonsley
South Australia 5042
Follow us 




![]()

![]()